

【光造形3Dプリンタトラブル事例】箱形形状の出力について
- お役立ち情報
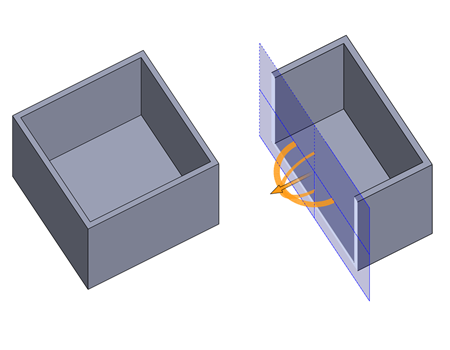
吊り下げ方式の3Dプリンタで失敗しやすい造形物として箱型形状があります。
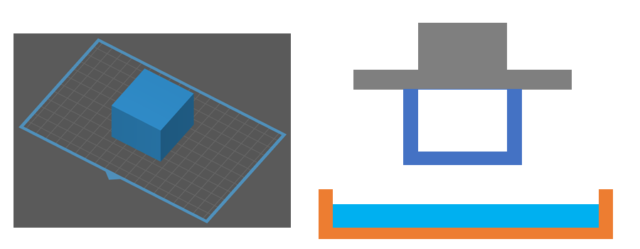
今回は図のような底面・側面に穴の開いていない箱を造形する場合の説明をさせて頂きます。
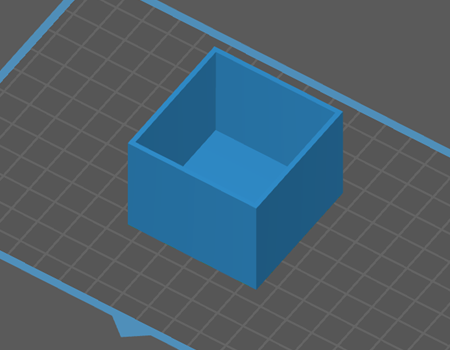
まず造形物の底面が造形テーブルに合わさるように配置してみます。
※上側に造形ノズルがあるFDM(熱溶解積層方式)の場合は最適な配置方法になります。
吊り下げ方式の光造形機の場合は条件が異なり、空気への考慮が必要になります。
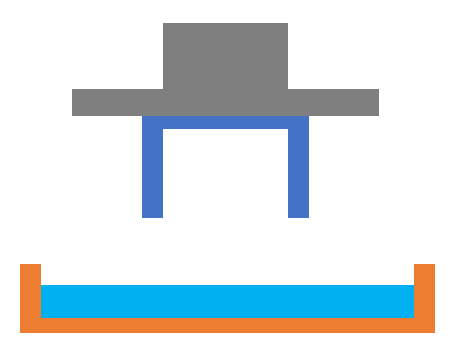
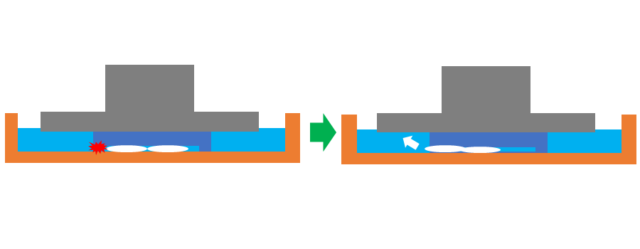
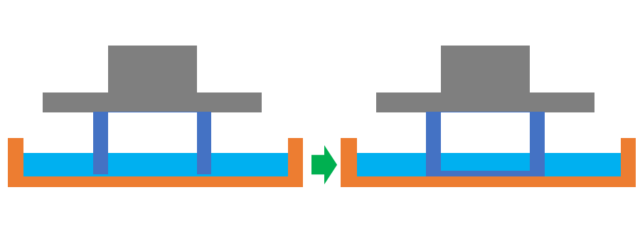
今回の配置では、横壁の造形を開始した直後に造形不良が発生しやすくなります。
底面を造形しているときは空気の逃げ道がありましたが、横壁を造形すると空気の逃げ道がなくなります。
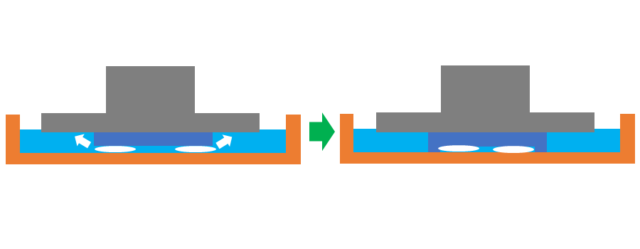
横壁の厚さにもよりますが、空気が硬化中(半硬化中)に最も弱い部分の横壁を壊し、通り道を作ろうとします。
この向きで造形する為には、下記の対策で対処する必要があります。
※確実に造形出来るわけではありません。
【空気を逃がす時間を稼ぐ対処方法】
・造形テーブルの戻り速度(リトラクト速度)を下げる。
・照射ライトの点灯を遅らせる。
【造形形状で強度を付けることによる対策方法】
・内側に面取りやRをつけることで厚みをつける
・横壁を全体的に厚くする。
上記の方法で横穴が開かず造形出来たとしても、その後にも問題が発生する可能性があります。
この造形向きはひっくり返した容器を液面に押し付けるように造形している為、絶えず横壁に圧力がかかっており、横壁が圧力で壊されることがあります。
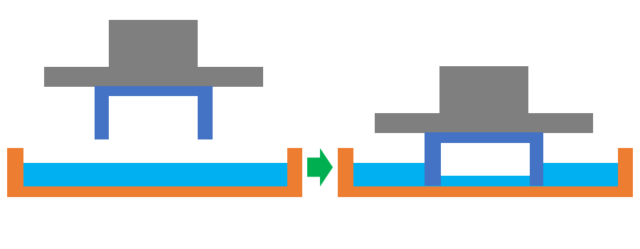
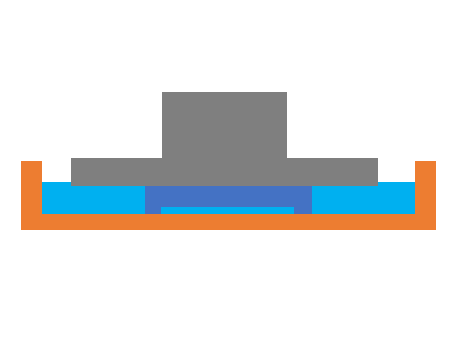
次に圧力が掛からないように裏返しで造形してみます。
横壁造形時と底面(上面?)の開始1層までは造形できます。
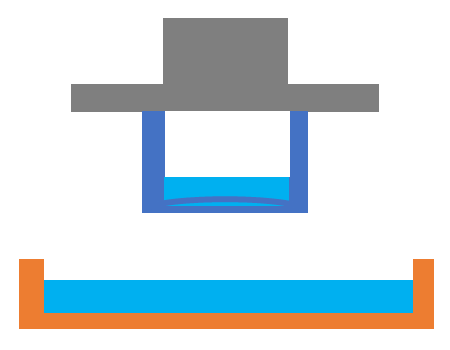
但し1層だけでは強度を保てない為、2層目を造形する前の突入水圧で底面の形状が曲がったり割れたりします。
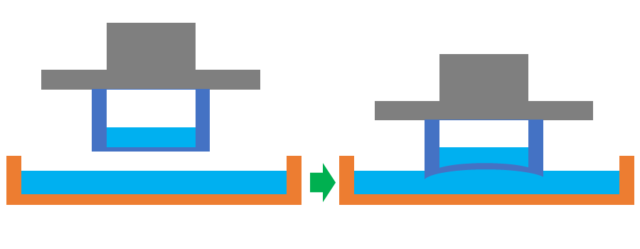
この場合の出来上がり形状は内側に曲がった膜が出来た形状になります。
このような箱形状を造形する為には、サポートを追加して斜めに造形する、側面や底面に穴を開ける又はメッシュ形状にするなどの対処が必要になります。


